Tipps zur Vorbereitung
Die Vorbereitung der Laserdatei ist ein grundlegender Schritt. Wenn Sie Ihre Datei selbst erstellen möchten, finden Sie unten einige einfache Regeln, um Probleme zu vermeiden (wir bieten auch einen Laserkonstruktionsservice auf Anfrage an).
1. Nutzen Sie unsere verfügbaren Vorlagen
Nutzen Sie eine unserer Vorlagen für ein optimales Ergebnis: Illustrator (.ai), Rhinoceros 3D (.3dm) oder AutoCAD (.dwg). Darin finden Sie die Ebenen und Erklärungen, die für gelungene Schnitte und Gravuren erforderlich sind.
Klicken Sie auf das Dateisymbol, das zu Ihrem Workflow passt, um die Vorlage herunterzuladen:


Jede Vorlage enthält 3 Ebenen in RGB-Farben, auf denen Sie Ihre Objekte platzieren:
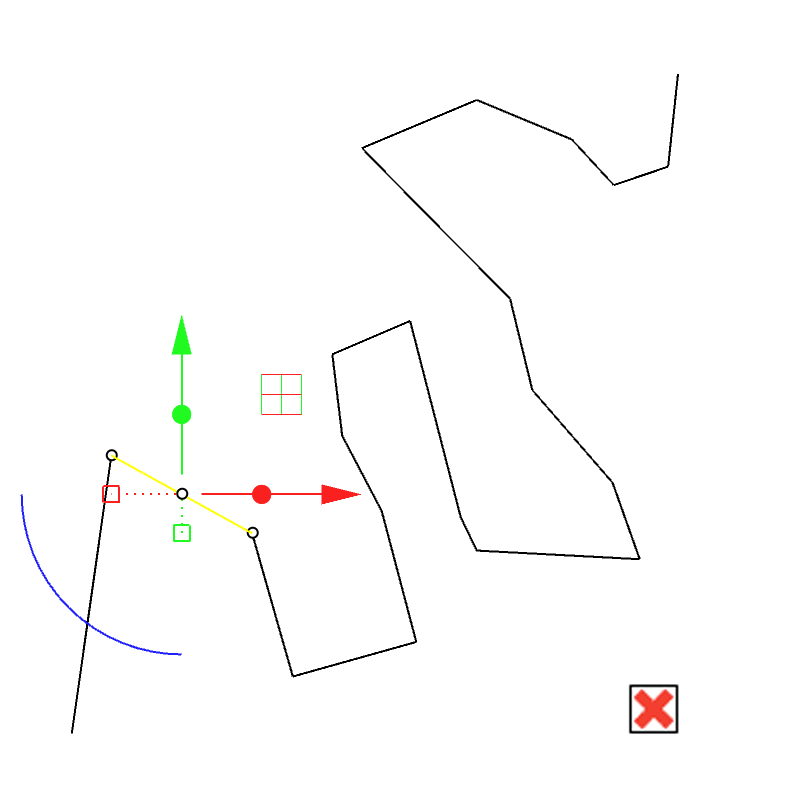
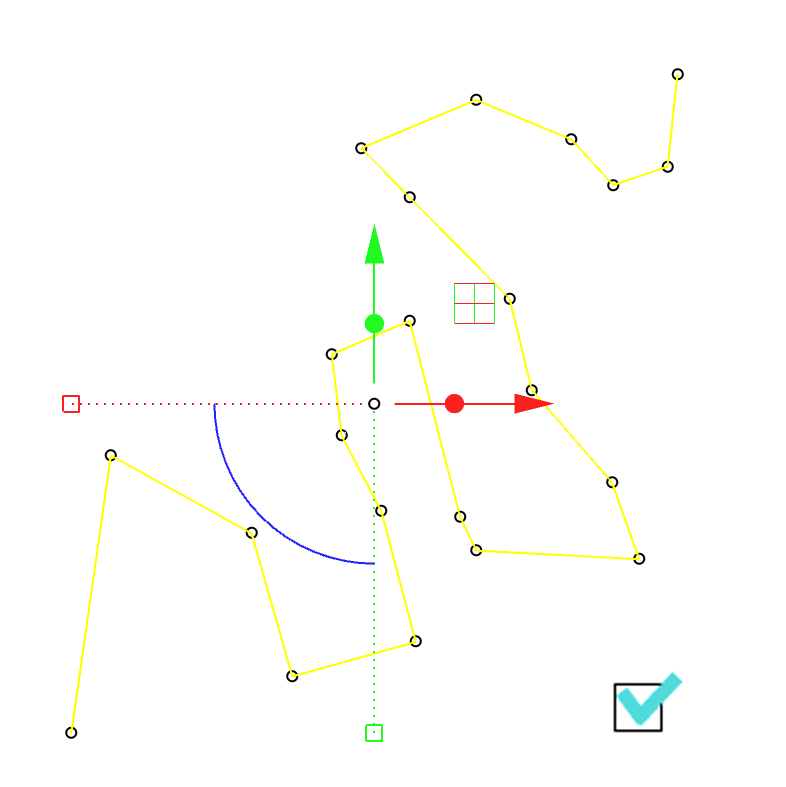
2. Geschlossene Polylinien zeichnen
Um die Fahrwege des Lasers zu optimieren, müssen Sie alle Vektoren verbinden, aus denen eine Form besteht. Wenn eine Bahn in mehrere Segmente zerlegt ist, kann der Laser kleine Ruckler oder Markierungen hinterlassen. Ist die Bahn durchgehend, bewegt sich der Laser flüssiger und das Ergebnis wird sauberer und präziser.
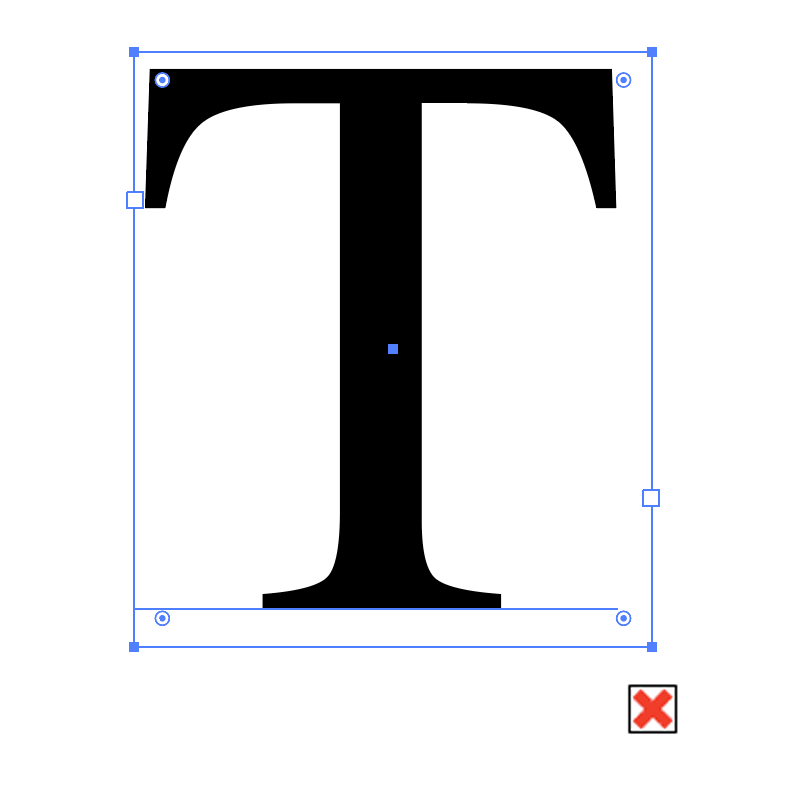
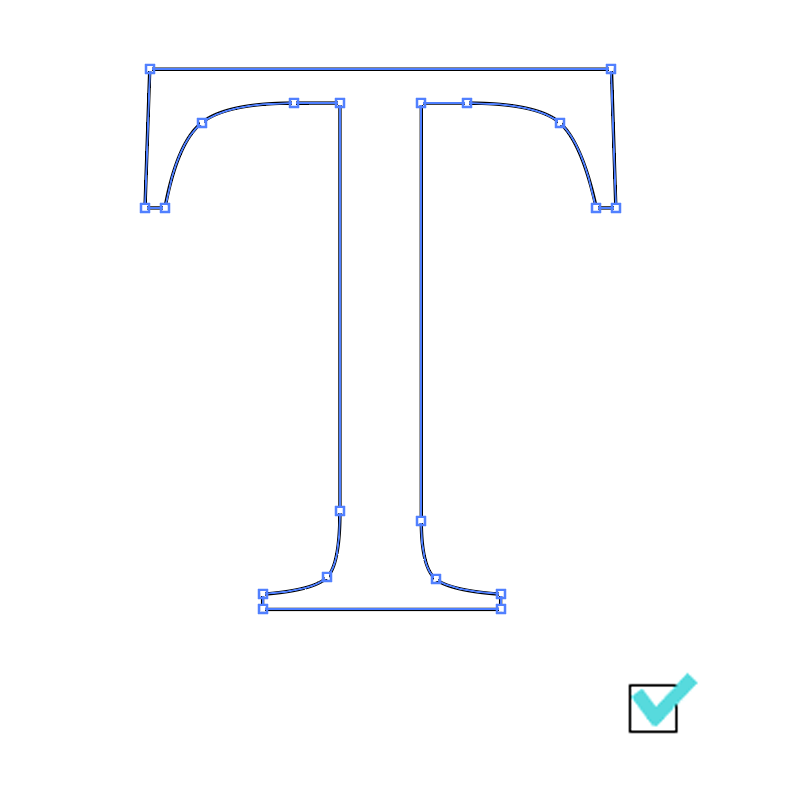
3. Texte in Pfade umwandeln
Um Probleme mit eingebetteten Schriftarten zu vermeiden, bitten wir Sie, Texte in Pfade umzuwandeln / zu zerlegen, sodass nur noch ihre Konturvektoren übrig bleiben, wie im folgenden Beispiel:
4. Prüfen, dass keine überlagerten Linien vorhanden sind
Denken Sie daran: Jede Polylinie bedeutet einen Laserdurchgang. Wenn Ihre Datei überlagerte Vektoren oder Linien enthält, müssen diese gelöscht werden, sonst brennt der Laser dieselbe Stelle mehrfach. Ein Klick auf den hervorgehobenen Befehlsnamen unten öffnet das entsprechende Tutorial:
- In Rhinoceros 3D können Sie den Befehl _seldup in der Befehlszeile verwenden, um überlagerte Linien auszuwählen und zu löschen.
- In AutoCAD können Sie entsprechend den Befehl _overkill für ein gleichwertiges Ergebnis verwenden.
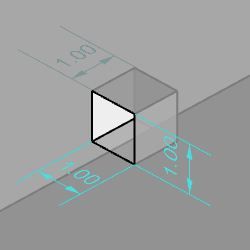
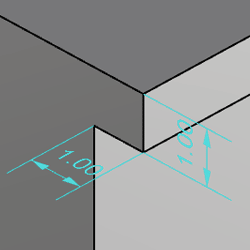
5. Akzeptierte Mindestabmessungen
Für Schnitte empfehlen wir unseren Kundinnen und Kunden, in keiner Richtung unter 1 mm zu gehen.
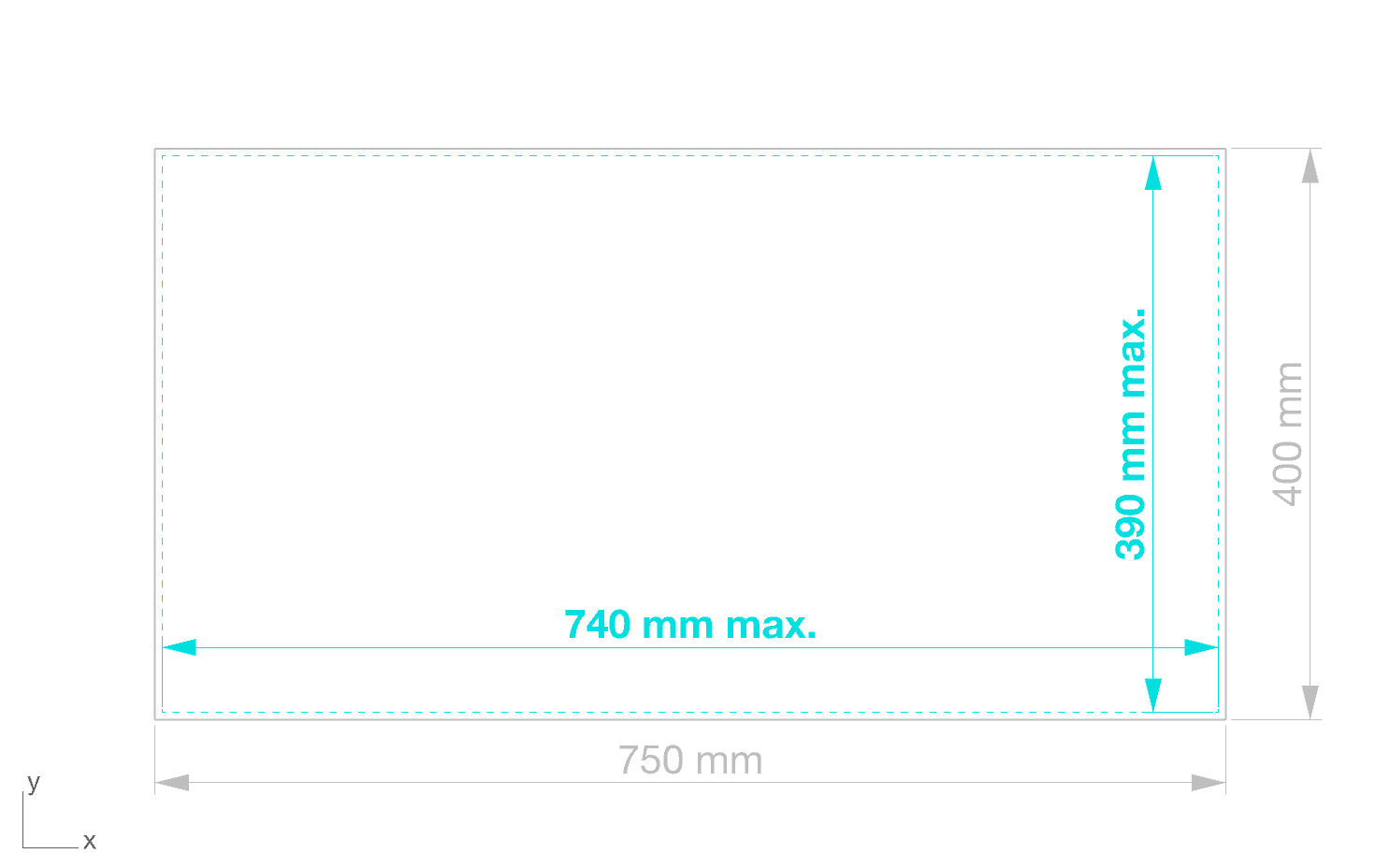
6. Akzeptierte Maximalabmessungen:
Unsere Maschinen haben für Laserschneiden und Gravur ein maximales Format von 750 x 400 mm. Das sind die Abmessungen der Laseranschläge; für eine maximale Teilequalität empfehlen wir einen umlaufenden Sicherheitsrand von etwa 5 mm (dieser Sicherheitsrand ist in unseren Vorlagen oben eingezeichnet). Damit ergibt sich eine maximal nutzbare Größe von 740 x 390 mm pro zu schneidendem Teil.
Damit Sie mit handelsüblichen Standardformaten arbeiten können, können wir Materialplatten bis 800 x 1.200 mm in unsere Maschinen einlegen, unter Berücksichtigung der maximalen Grenze pro Teil von 740 x 390 mm.