准备建议
激光文件准备是一个关键步骤。如果您希望自己设计文件,下面列出了一些简单规则,可帮助避免问题(我们也可按需提供 激光文件设计服务)。
1. 使用我们的可用模板
为获得最佳效果,请使用我们提供的模板:Illustrator (.ai)、Rhinoceros 3D (.3dm) 或 AutoCAD (.dwg)。模板中包含完成切割和雕刻所需的图层与说明。
点击适合您工作流程的文件图标下载模板:


每个模板都包含 3 个 RGB 颜色图层,请将对象放在对应图层上:
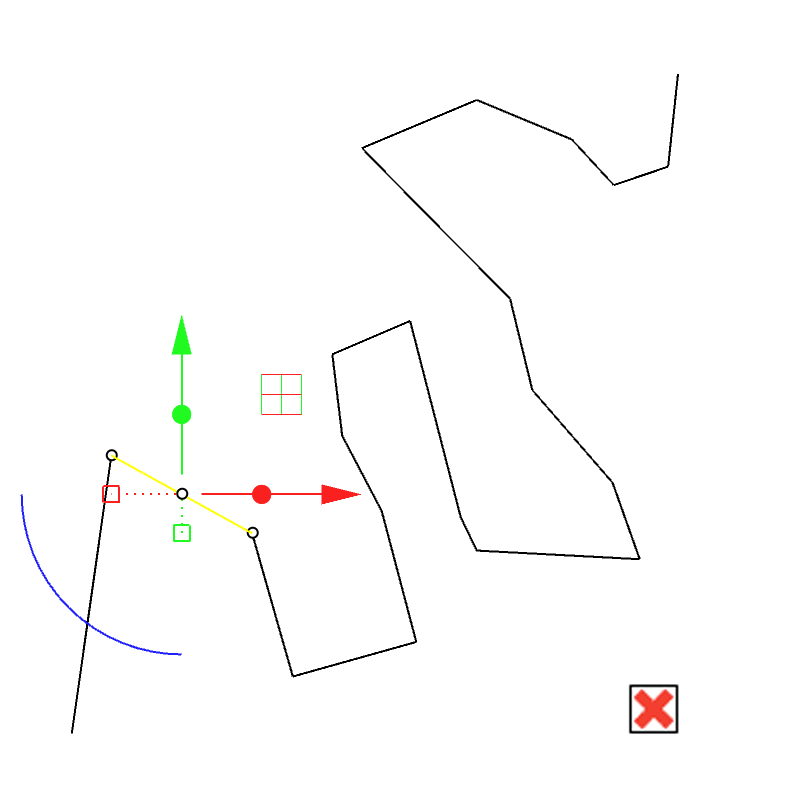
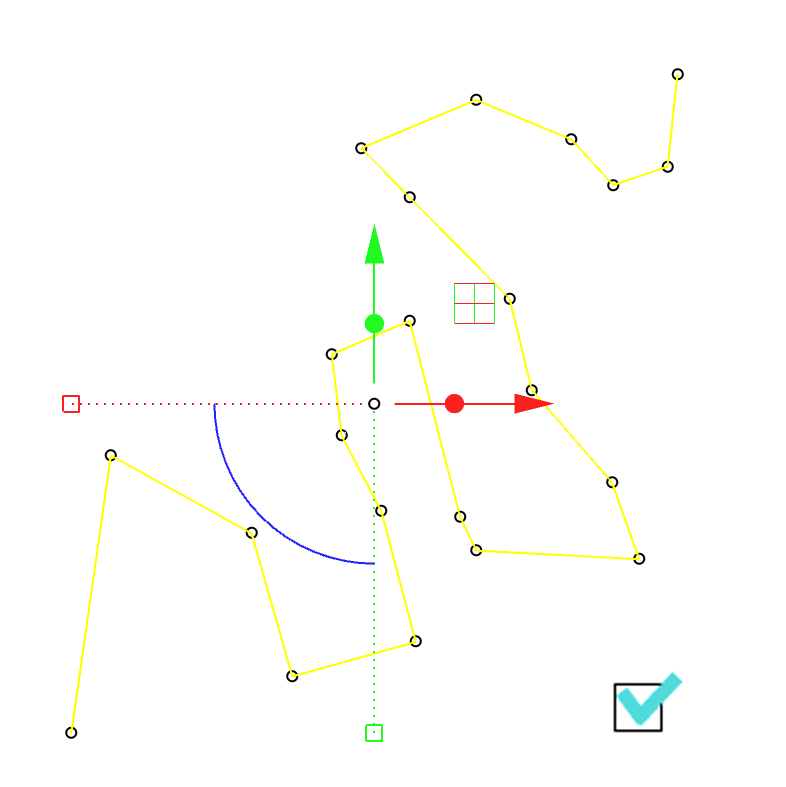
2. 绘制闭合多段线
为了优化激光的移动路径,必须连接构成形状的所有矢量。如果路径被分成多个线段,激光可能会留下顿挫痕迹。如果路径连续,激光移动会更平滑,成品也会更干净、更精确。
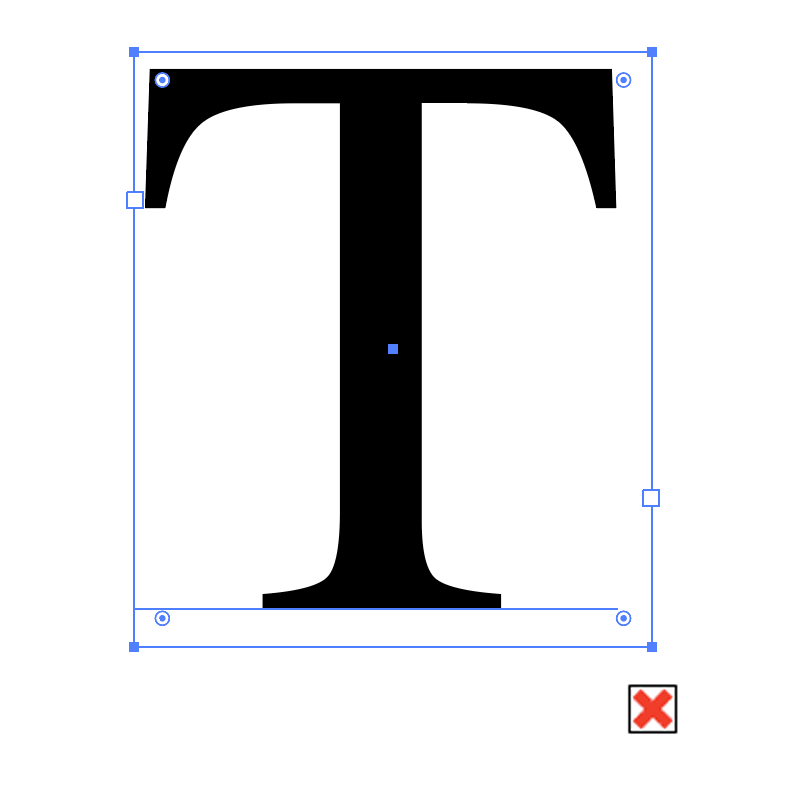
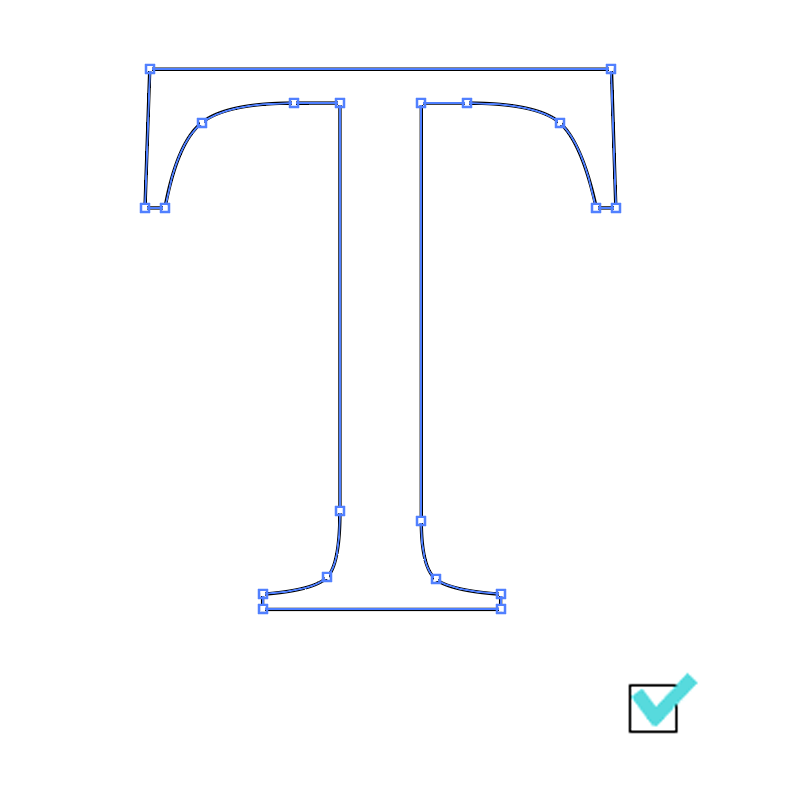
3. 将文字转为轮廓
为避免字体嵌入问题,请将文字转为轮廓 / 分解为路径,只保留文字的外轮廓矢量,如下方示例所示:
4. 检查是否存在重叠线条
请记住,每一条多段线都意味着一次激光加工路径。如果文件中包含重叠的矢量或线条,必须将其删除,否则激光会在同一位置重复烧蚀。点击下方高亮的命令名称可打开对应教程:
- 在 Rhinoceros 3D 中,您可以在命令栏使用 _seldup 命令选择并删除重叠线条。
- 在 AutoCAD 中,也可以使用 _overkill 命令获得相同效果。
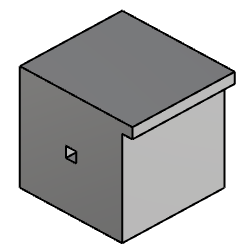
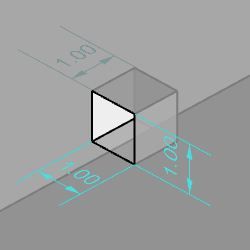
5. 可接受的最小尺寸
对于切割,我们建议客户在任何方向上都不要小于 1 mm。
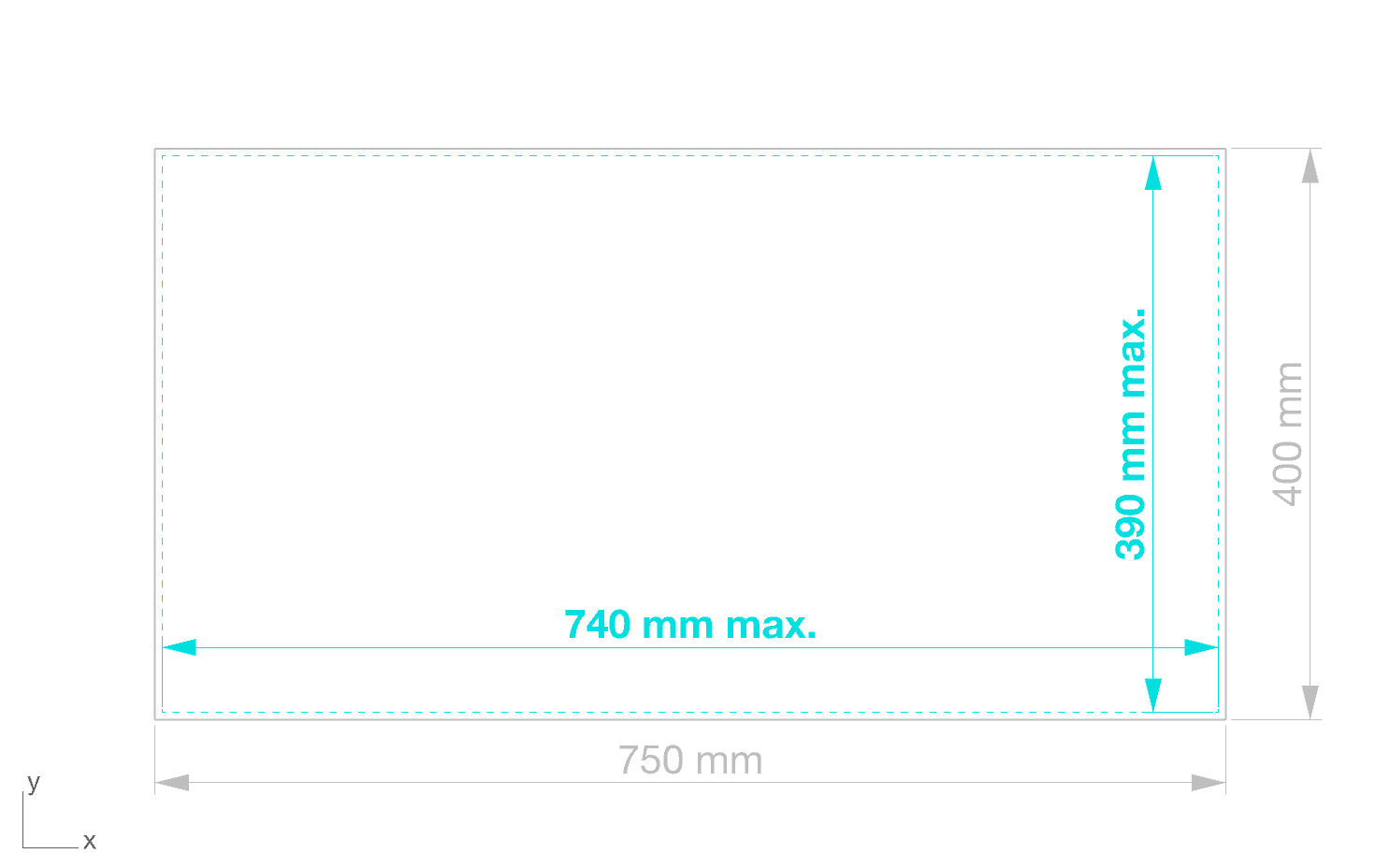
6. 可接受的最大尺寸:
我们的机器用于激光切割和雕刻的最大加工范围为 750 x 400 mm。这是激光限位的尺寸;为了获得最佳零件质量,我们建议保留约 5 mm 的外围安全边距(该安全边距已绘制在上方模板中)。因此,每个待切割零件的最大可用尺寸为 740 x 390 mm。
为了便于您使用市售的标准板材规格,我们的机器可以放入最大 800 x 1,200 mm 的材料板,但仍需牢记单个零件的最大限制为 740 x 390 mm。